
59-62
Nord
Pas de Calais
Les expos de l'année écoulée...
page d'accueil![]()
Accéder à la page 0 1 2 3 4 5 6 7 8 9
| Les rivets d'angle des bas de
caisse Cette page est destinée à combler une lacune
entre la séance 1 du 10 février 2007 et la
séance 2 du 2 juin 2007. Voici un exemple de méthode simple et fiable utilisée par Christian. |
 Première étape : percer à diamètre 0,6 mm tous les trous gravés. Notre chance est que suivant la caisse choisie vous aurez une ou deux lignes intérieures "non oubliée". Utilisez un "martyr", c'est à dire une planchette sacrifiée qui recevra votre foret en douceur à l'issue de chaque perçage. |
 A l'aide d'une mini lime, arasez les barbes des perçages. |
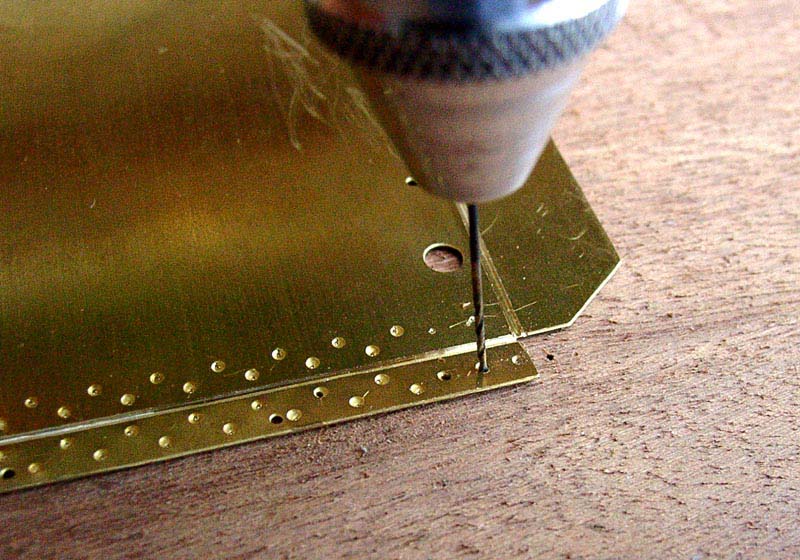
 Positionnez vos pièces en les superposant (plaque du dessus percée) et fixez-les à l'aide d'épingles de couturière bien enfoncées verticalement : par chance, leur diamètre est de 0,6 mm soit exactement celui du trou ! |
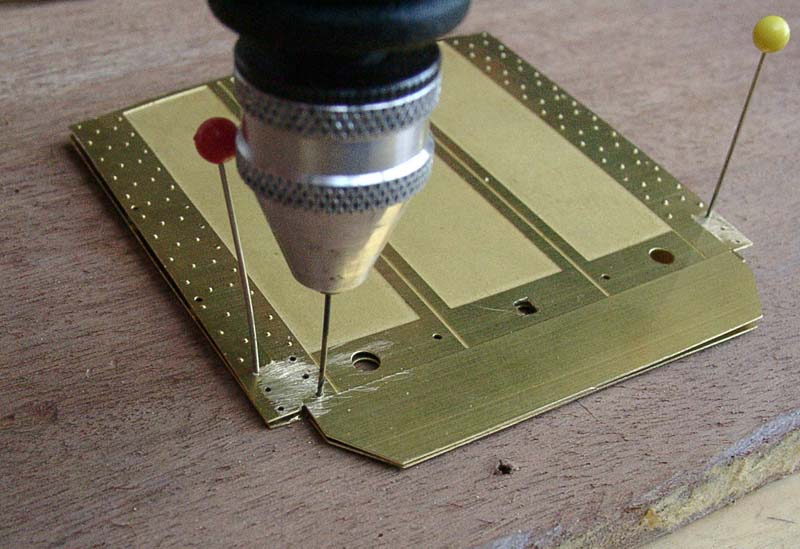 En utilisant les trous de la plaque supérieure comme guide, percer celle du dessous. On peut facilement réaliser deux trous, pour le troisième on est trop près de l'épingle... |
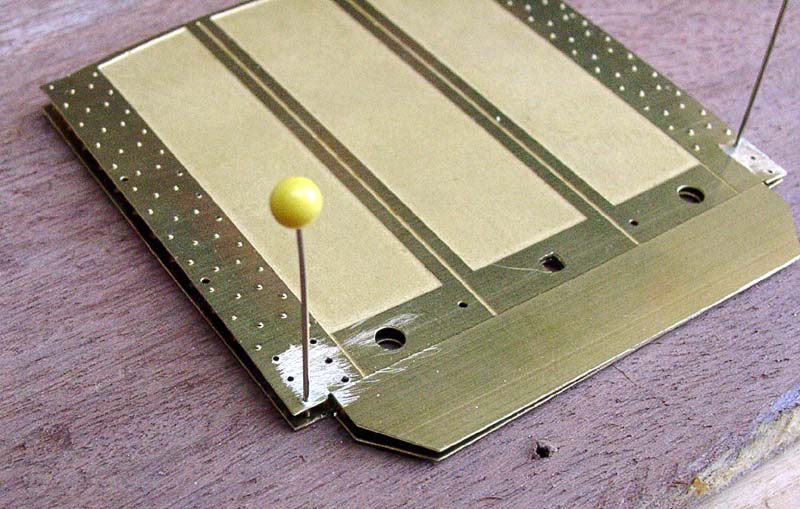 ... il faut donc déplacer cette fixation puis reprendre le perçage du dernier trou. |
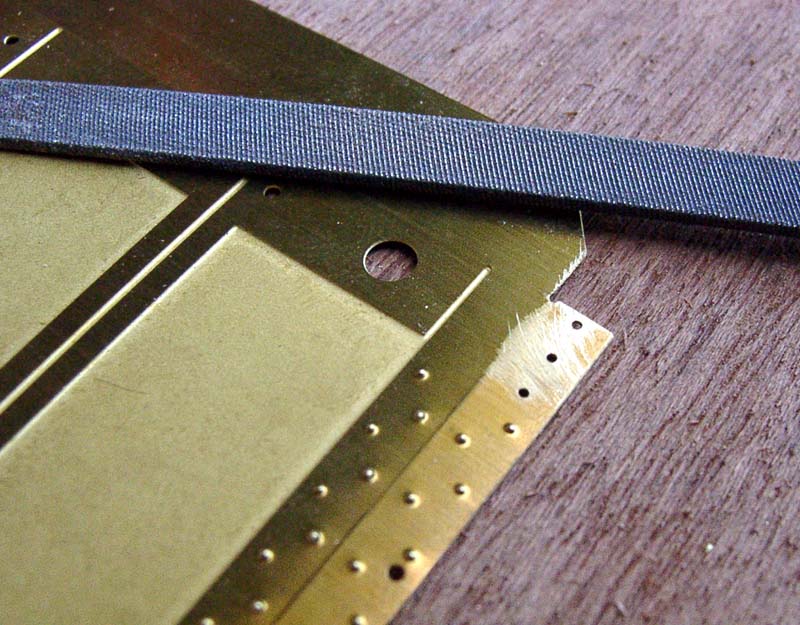
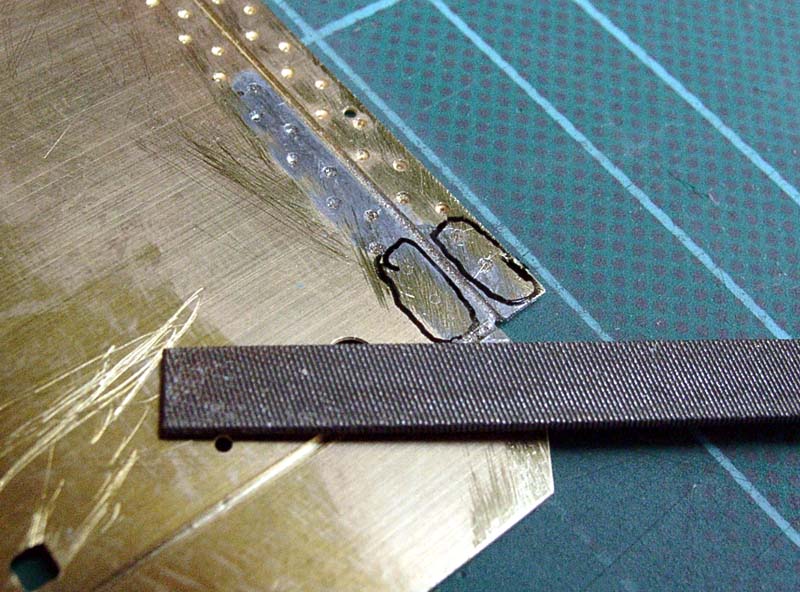
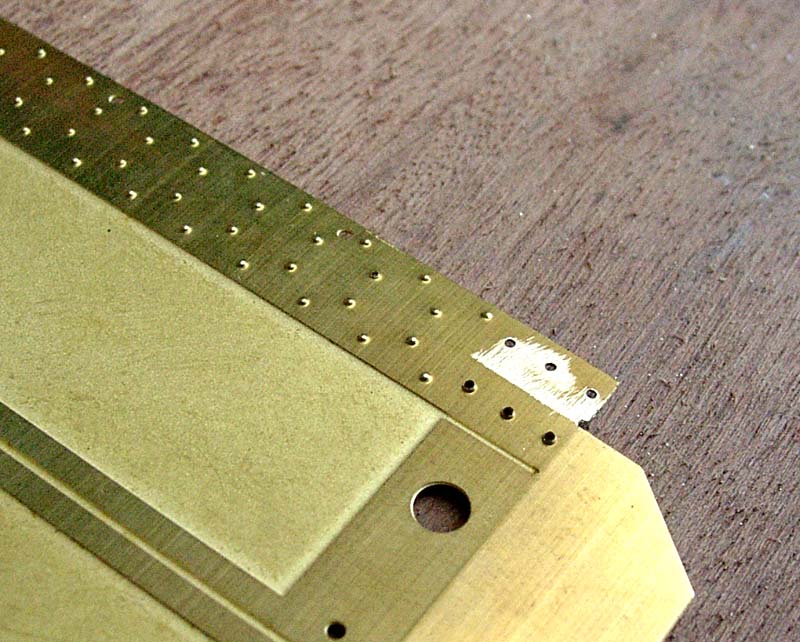 On voit nettement le métal repoussé lors du perçage : c'est cela qu'il faut limer. |
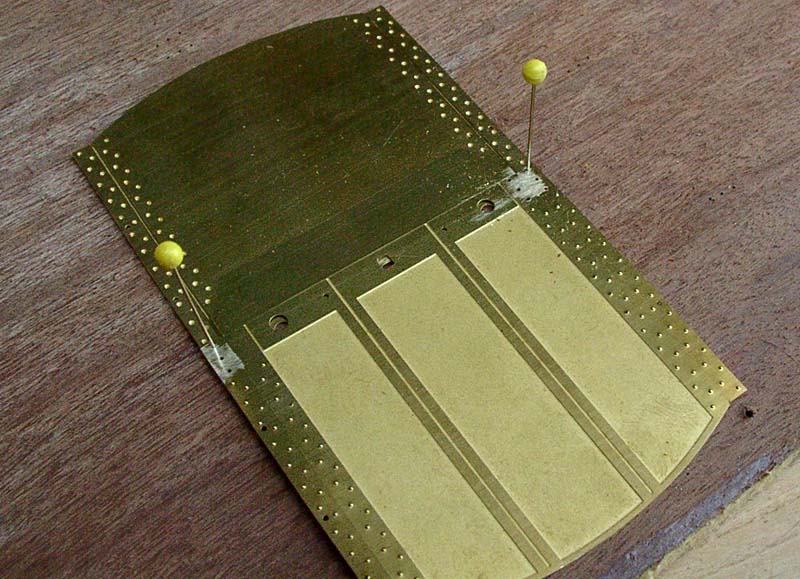 Pour ceux qui n'ont qu'une seule serie de 3 trous gravés, il est indispensable de poursuivre en inversant les plaques, en utilisant la même méthode. Fixation + perçage + déplacement des épingles + perçage du troisième trou + limage. |
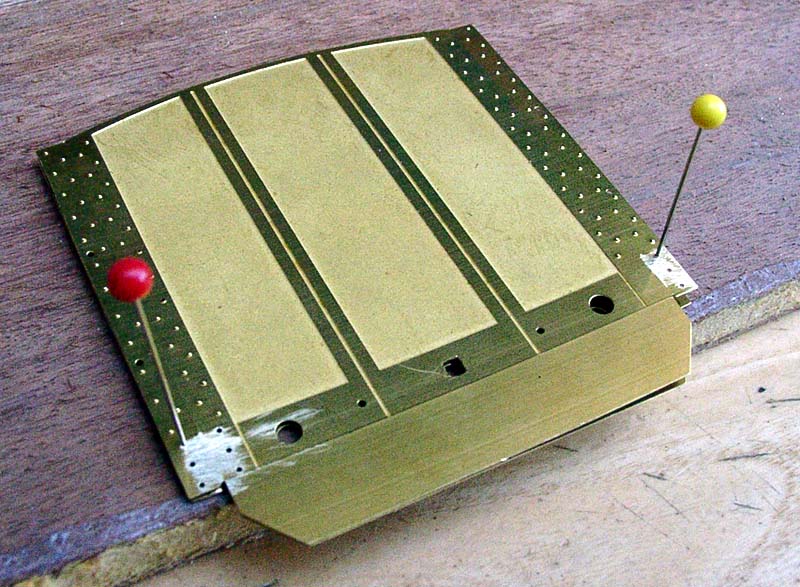
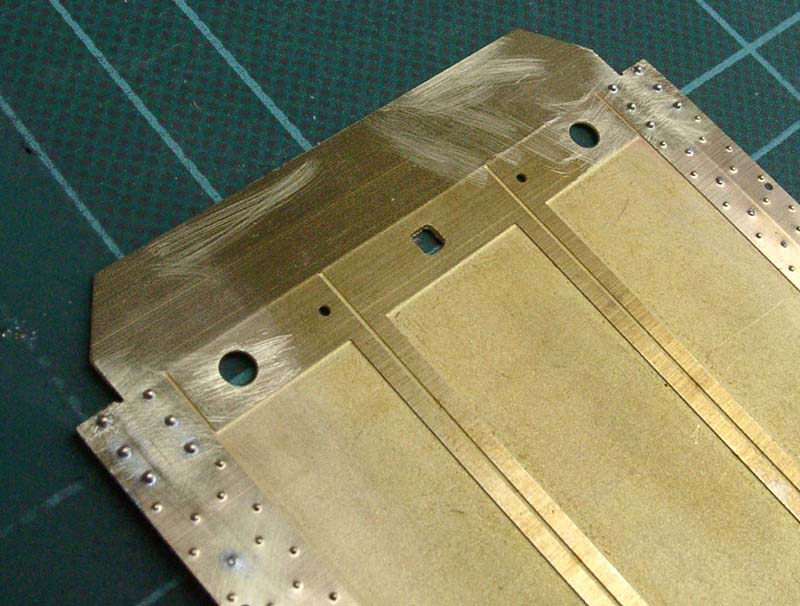
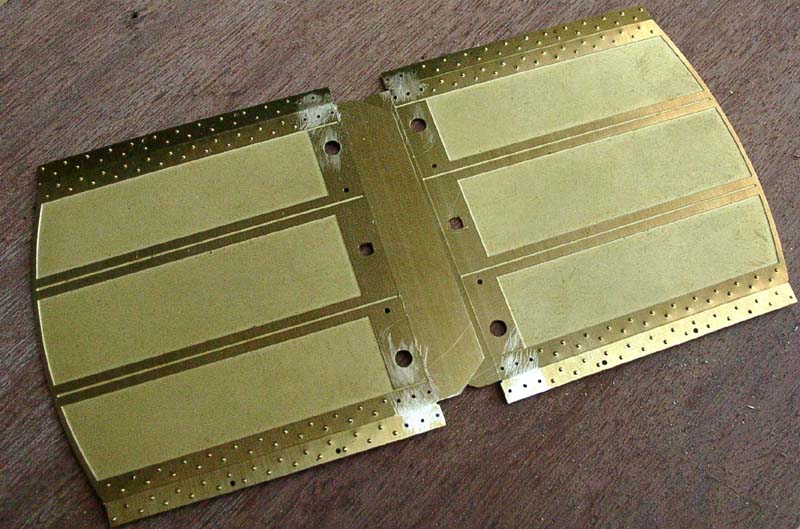 Tous les trous sont percés, limés et bien positionnés |
 En très gros plan |
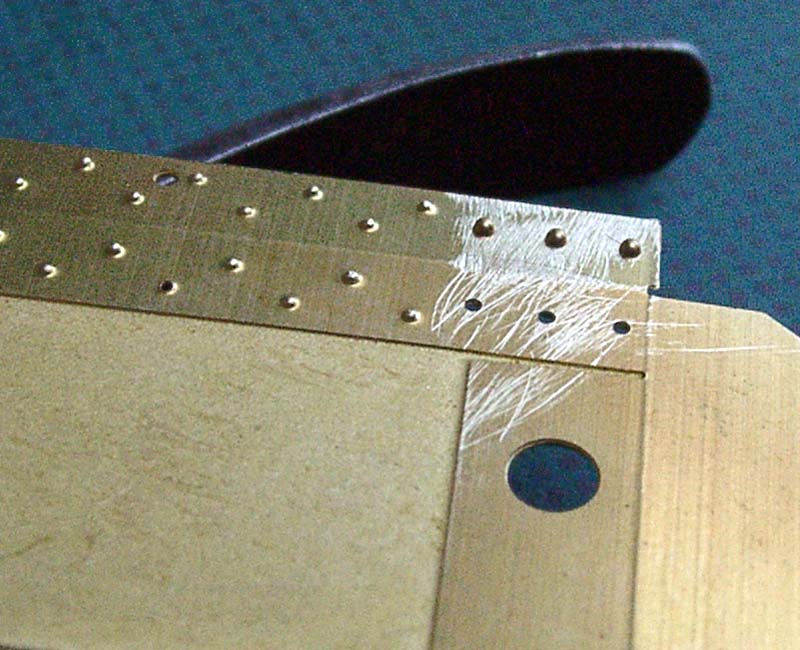 3 rivets (corps 0,6, tête 0,8) sont enfilés dans les trous et permettent de juger de l'effet. On perçoit que les "vrais" rivets rapportés ont meilleur aspect. Sous cette forte loupe on distingue aussi sur la ligne du bas, un rivet un peu trop repoussé : le métal est percé. Une mini goutte de soudure viendra combler l'orifice, et un ponçage éventuel corriger l'aspect. Nous avons constaté que certains outils à repousser les rivets ont des matrices un peu trop pointues. Un TRES léger passage d'abrasif doit suffire à casser la pointe et éviter les perforations. |
 Vous débuterez par un nettoyage des surfaces afin de faciliter le soudage (ici chimiquement à l'aide du décapant/dégraissant E 505 HUET) ou mécaniquement (lime, brosse fibre de verre...). Je conseille vivement l'utilisation d'un bac lors de l'opération de mise en place des rivets. Ceux-ci ont la fâcheuse propension à sauter hors du bec de la pince, et d'autant plus loin que vous aurez serré ! Bien entendu, on ne les retrouve que difficilement, voire pas du tout. Dans ce bac (origine plat congelé) ils restent prisonniers et sont récupérés. |
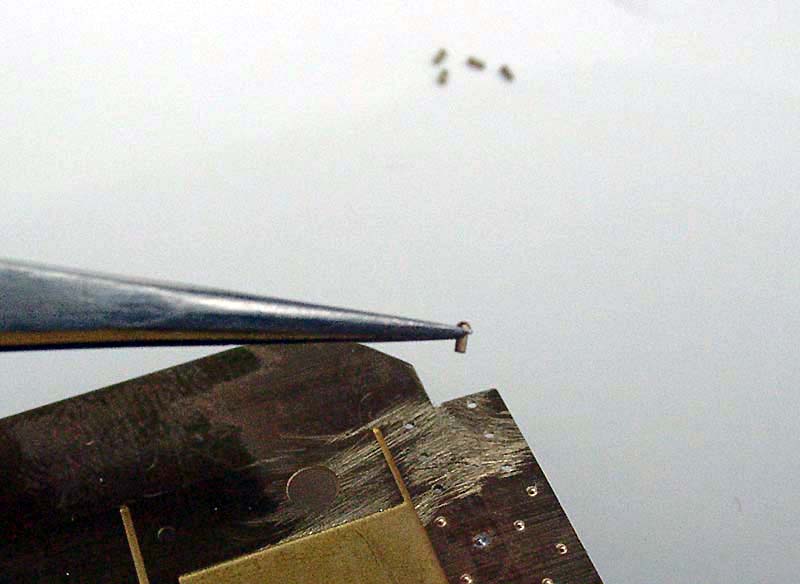 La patience et une bonne vue sont de mise... |
 ... et afin de ne pas recommencer, les rivets sont maintenus par un petit morceau d'adhésif ! |
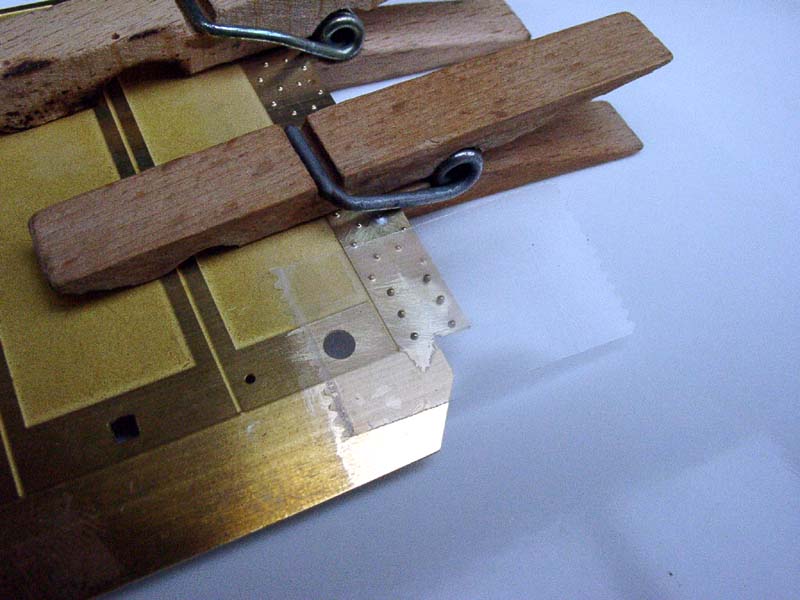
 Quand tous les rivets sont enfilés dans les trous et maintenus par l'adhésif, on retourne la pièce que l'on maintien bien plaquée sur un support bois ou carton (pas de métal ou de carrelage qui absorberait la chaleur du fer). |
 De la pointe d'une pique à cocktail ou cure-dent, on dépose délicatement de la soudure liquide (Castotin ou HUET). |
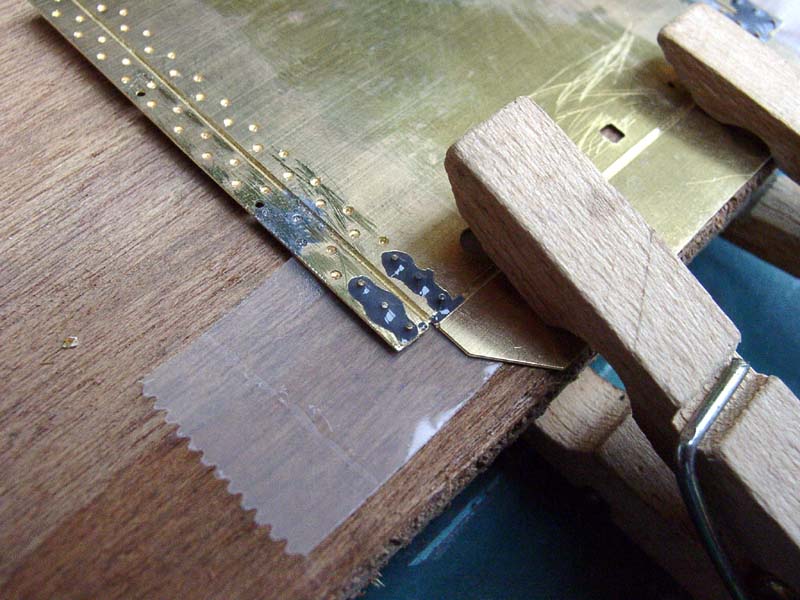
 Chauffage et soudage facile (ici fer Antex 25W, panne "large" de 3mm). |
 Ensuite, si les rivets ont des tiges longues, les couper à la pince au ras. Ensuite terminer à la lime, complètement à plat. |
 Voilà le résultat, vous pouvez passer à l'opération pliage ! |
| Normalement, les rivets supporteront le soudage de la caisse. Patrick et Christian ont ainsi préparé des cornières d'angle de caisse de tombereau, soudées ensuite sur la caisse laiton. Toutefois, il est possible de ne souder les rivets qu'après assemblage de la caisse, à condition que le travail de perçage des trous ait été réalisé auparavant ainsi que décrit ci-dessus. |